河南砂輪粒度規格
金屬段差砂輪針對金屬構件階梯狀分層加工需求開發,采用多層復合結構與抗沖擊配方,完成臺階面與溝槽的一體化處理。階梯狀磨料層通過密度差異排布,上層粗顆粒切削基礎輪廓,下層細顆粒修整臺階側壁,在模具鑲塊臺階加工中單次完成粗精工序,降低分序加工的誤差。波浪形散熱槽與蜂窩基體協同工作,導出金屬碎屑并壓制溫度,處理不銹鋼多層焊接結構時保持槽壁垂直度。彈性緩沖層與剛性基體結合設計平衡切削穩定性與應力釋放,減少薄壁件階梯加工變形,適用于汽車變速箱殼體等復雜部件多級成型。適配數控磨床與自動化產線,通過模塊化快換系統切換不同臺階規格,在精密齒輪箱體加工中提升工序集成度,工具損耗率下降40%,為多層級金屬結構提供精度與產能平衡的加工方式。 南通尚東磨具有限公司——杯型金剛石砂輪領航者,匠心鑄造,磨削,為您的精密加工提供強大動力。河南砂輪粒度規格
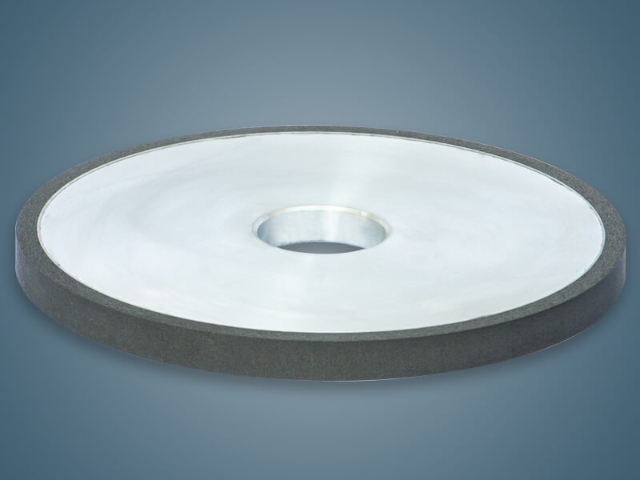
數控磨床砂輪專為自動化精密加工系統開發,結合高剛性基體與超硬磨料體系,通過數字化參數匹配滿足復雜工藝需求。采用金屬/陶瓷復合結合劑與微米級金剛石或CBN磨粒精密成型,適配數控系統對磨削路徑、進給量及角度變化的精細掌控,在淬硬鋼齒輪齒面、硬質合金模具型腔等場景中實現高精度。輕量化蜂窩結構基體降低旋轉慣量,配合動態平衡補償技術,確保五軸聯動加工異形曲面時的振動壓制能力。模塊化接口設計兼容自動換砂輪系統,支持在線檢測與磨損補償功能,針對汽車曲軸軸頸、航空葉盤榫槽等連續加工任務,保持表面粗糙度穩定性。內置多向散熱通道與抗粘附涂層,應對鈦合金薄壁件、陶瓷基復合材料等難加工材質的溫升壓制需求。全系產品覆蓋從粗磨到鏡面拋光的粒度范圍,通過智能磨削參數庫與機床協同優化,為精密軸承滾道、光學元件自由曲面等精密制造領域提供工藝集成化解決方案。 安徽青銅砂輪南通尚東磨具——磨銑刀用砂輪,金剛石鋒利耐磨,磨削,助力市場煥發新鋒!

陶瓷CBN砂輪修整,其憑借高硬度、耐磨性和熱穩定性,成為硬脆材料精密加工的工具,但其使用中產生的鈍化、堵塞及形貌失真問題需通過精密修整技術解決。傳統金剛石滾輪修整法因修整力過大易導致CBN磨粒脫落,且對陶瓷結合劑的高硬度適應性差,修整效率低,難以滿足渦輪葉片、光學模具等復雜型面零件的高精度需求。近年來,激光修整、電火花修整和超聲輔助修整等創新技術逐步突破瓶頸:激光修整通過高能激光束選擇性燒蝕結合劑,實現微米級修銳,避免機械應力損傷,適用于超細粒度砂輪微刃成形;電火花修整利用脈沖放電精細蝕除結合劑,日本學者已實現μm級精度,為復雜型面修整提供新路徑;未來發展方向將聚焦在線監測與自適應修整、激光與機械能的多場協同技術以及綠色工藝開發,通過聲發射傳感器實時反饋砂輪狀態,結合動態參數庫實現精細調控。隨著精密制造向納米級邁進,陶瓷CBN砂輪修整技術正從經驗驅動轉向理論化與智能化。
尚東磨具——磨鎢鋼樹脂金剛石砂輪制造廠家江蘇南通尚東磨具有限公司,專注于磨鎢鋼樹脂金剛石砂輪的制造,為鎢鋼加工行業提供出色的磨削解決方案。鎢鋼,以其高硬度、高耐磨性著稱,對磨削工具要求極高。尚東磨具憑借超前技術,研發出高性能的樹脂金剛石砂輪,專為磨削鎢鋼設計。我們的砂輪采用好金剛石顆粒和樹脂結合劑,具有出色的磨削效率、耐磨性和穩定性。在制造過程中,我們嚴格把控每一個環節,確保砂輪的精度和一致性。無論是粗磨、精磨還是成型磨削,尚東磨具的樹脂金剛石砂輪都能展現出出色的性能。我們提供多種規格和定制服務,滿足不同客戶的獨特需求。選擇尚東磨具,就是選擇與信賴。讓我們攜手共進,推動鎢鋼磨削行業的發展,共創輝煌未來! 江蘇南通尚東磨具,金剛石砂輪專業制造商,品質好,值得信賴。
尚東磨具——磨硬質合金,選對砂輪是關鍵在硬質合金的磨削加工中,選擇合適的砂輪至關重要。江蘇南通尚東磨具有限公司專注于為您提供的磨削解決方案。對于硬質合金這類高硬度材料,普通砂輪難以勝任。我們推薦使用金剛石砂輪和立方氮化硼砂輪。金剛石砂輪以其超高的硬度,尚東磨具——磨硬質合金,選對砂輪是關鍵在硬質合金的磨削加工中,選擇合適的砂輪至關重要。江蘇南通尚東磨具有限公司專注于為您提供的磨削解決方案。對于硬質合金這類高硬度材料,普通砂輪難以勝任。我們推薦使用金剛石砂輪和立方氮化硼砂輪。金剛石砂輪以其超高的硬度著稱,能夠更好的磨削硬質合金,提高加工效率。而立方氮化硼砂輪則以其優異的耐磨性和熱穩定性,適用于高速、高精度磨削。尚東磨具的砂輪產品,均采用質量原材料和生產工藝,確保每一款砂輪都具有出色的磨削性能和穩定的品質。我們致力于為客戶提供個性化、更好的磨削方案,助力您在硬質合金加工領域取得很好成果。選擇尚東磨具,就是選擇品質與效率。讓我們攜手共進,共創磨削行業的新輝煌! 南通尚東磨具——可旋轉刀位砂輪,金剛石精磨,刀位靈活調整,磨削效率提升!浙江金屬結合劑砂輪價格
南通尚東磨具——鑄鐵磨削,砂輪選擇,金剛石鋒利耐磨,效率與品質的雙重保護!河南砂輪粒度規格
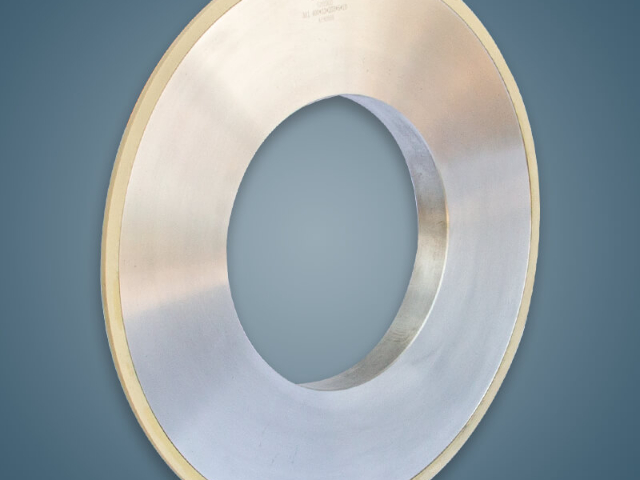
無心磨陶瓷砂輪專為圓柱形工件精密加工設計,采用高穩定性陶瓷結合劑與微晶磨料復合工藝,適配無心磨床無中心的連續加工特性。其環形結構通過波浪紋邊緣強化技術提升整體剛性,在硬質合金軸類、陶瓷管件等回轉體外圓加工中實現均勻切削力分布,兼顧整形與表面光潔度。基體內嵌仿生蜂窩孔洞與導流槽,優化散熱路徑并排出碎屑,避免加工區域熱量積聚導致工件熱損傷。分層磨料布局融合粗拋與精磨功能,單次走刀同步完成輪廓修正與細膩拋光,尤其適用于精密軸承滾子、電子陶瓷元件等大批量生產場景。彈性緩沖層與剛性基體結合設計,吸收斷續磨削中的振動沖擊,降低硬脆材料邊緣崩缺。模塊化快換接口適配自動化產線,配合智能磨損監測系統延長連續作業周期,廣泛應用于醫療器械管材、光學玻璃棒材等外圓加工領域,以高穩定性與工藝經濟性為圓柱工件規模化生產提供可靠解決方案。河南砂輪粒度規格
- 四川金屬結合劑砂輪購買 2025-04-29
- 湖南杯型砂輪購買 2025-04-01
- 河南周邊磨砂輪銷售 2025-03-15
- 安徽高速鋼砂輪工業 2025-03-15
- 浙江無氣孔砂輪庫存 2025-03-15
- 浙江砂輪品牌 2025-03-15
- 廣東磨齒機砂輪 2025-03-15
- 浙江陶瓷結合劑砂輪使用 2025-03-15
- 河南杯型砂輪修整 2025-03-15
- 四川磨平面砂輪安裝 2025-03-15
- 智能TOYO東佑達有鐵芯線性馬達機械手總代理 2025-05-02
- 智能數控滾絲機滾珠絲桿 2025-05-02
- 山東長壽命水冷板散熱器設計 2025-05-02
- 廣東環保一級能效空壓站 2025-05-02
- 北京進口不銹鋼轉子泵直銷 2025-05-02
- 甘肅200X減壓閥批發 2025-05-02
- 武漢水利吹灰器 2025-05-02
- 南昌陶瓷磁性聯軸器價格 2025-05-02
- 馬鞍山定制金屬材料服務熱線 2025-05-02
- 湖南30MPa緩沖罐方案 2025-05-02