南通特制人造板貨源充足
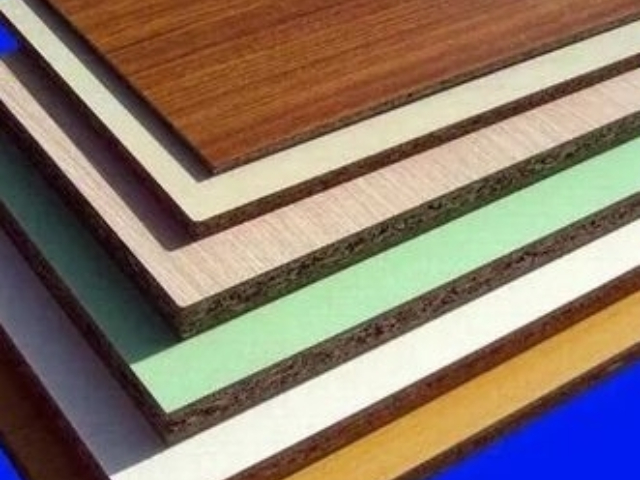
基本構成1、竹木地板地板的基材**初均為原木,采用質地堅硬、花紋美觀、不易腐爛的木材。這種以木材直接加工的所謂實木地板,由于其***的構造,至今仍然在市場上**不衰。近些年來,由于人造板的迅速發展,采用膠合板、刨花板、硬質纖維板和中密度纖維板為基材進行二次加工制造地板已日漸風行。特別是采用中密度纖維板為基材,經三聚氰胺浸漬紙貼面加工而成的所謂復合強化地板,已成為人造板結構類地板中的佼佼者。我國是竹材生產大國,有著豐富的竹類資源,因此近些年來采用竹材為基材的地板發展也相當快。竹材質地堅硬,色澤淡雅而一致,尺寸穩定而耐用,制成的地板檔次較高。根據用途性質不同,可分為室外用膠合板、室內用膠合板、結構用膠合板、裝飾用膠合板等;南通特制人造板貨源充足

細木工板握螺釘力好,強度高,具有質堅、吸聲、絕熱等特點,而且含水率不高,在10%—13%之間,加工簡便,用途**為***。細木工板比實木板材穩定性強,但怕潮濕,施工中應注意避免用在廚衛。細木工板的加工工藝分為機拼與手拼兩種。手工拼制是用人工將木條鑲入夾板中,木條受到的擠壓力較小,拼接不均勻,縫隙大,握釘力差,不能鋸切加工,只適宜做部分裝修的子項目,如做實木地板的墊層毛板等。而機拼的板材受到的擠壓力較大,縫隙極小,拼接平整,承重力均勻,長期使用,結構緊湊不易變形。南通特制人造板貨源充足木片經纖維分離后用于纖維板制造。
人造板制造工藝的演變,無疑受到這一認識的影響:刨花板、纖維板板坯層次由單層改變為3層及多層結構;板坯中刨花及纖維的排列也由隨機型趨向于定向型;而膠合板的相鄰層纖維方向互相垂直排列則改善了木材在自然生長條件下形成的各向異性缺點,提高了尺寸穩定性。加壓分預壓及熱壓。使用無墊板系統時必需使板坯經過預壓。它使板坯在推進熱壓機時不致損壞。熱壓工序是決定企業生產能力和產量的關鍵工序,人造板工業中常用的熱壓設備主要是多層熱壓機,此外,單層大幅面熱壓機和連續熱壓機也逐漸被采用。
干燥包括單板干燥、刨花干燥、干法纖維板工藝中的纖維干燥,及濕法纖維板的熱處理。干燥的工藝和過程控制與成材干燥有所不同。成材干燥的過程控制是以干燥介質的相對濕度為準,必須注意防止干燥應力的產生;而人造板所用片狀、粒狀材料的干燥則是在相對高溫、高速和連續化條件下進行的,加熱階段終了立即轉入減速干燥階段。單板及刨花等材料薄,表面積大,干燥應力的影響甚小或者不存在。加之在切削過程中木材組織發生不同程度的松弛,水分擴散阻力小,木材內部水分擴散規律對單板、刨花等就失去意義。板材鋸切、磨削等也影響產品的規格質量。

再次要對不能進行飾面處理的細木工板進行凈化和封閉處理,特別是裝修的背板、各種柜內板和暖氣罩內等,**研究出甲醛封閉劑、甲醛封閉蠟及消除和封閉甲醛的氣霧劑,在裝修的同時使用效果比較好。但是E1級大芯板如果用量過大,也可能造成室內總體甲醛含量超標,因此即使是符合標準的也并不一定就***對人體無害。一般100平方米左右的居室使用細木工板不要超過20張,同時還要考慮室內其他裝修,如果使用過多會造成室內環境中甲醛超標。特別是不要在地板下面用細木工板做襯板,以免造成室內空氣中甲醛嚴重超標。這樣可使木材利用率較傳統利用方式提高20~25%。南通特制人造板貨源充足
1898年英國首先在圓網造紙機上制造成半硬質纖維板。南通特制人造板貨源充足
細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。尤其是國家強制實行裝飾裝修有害物質限量達標之后,用于大芯板的膠粘劑必須進行改進,*此一項成本就增加不少,而且原材料價格還在不斷提升。因此,由于成本的限制,市場上售價低于八十元的細木工板一定不要購買。盲目追求便宜,會給人體的健康帶來危害。不少商家為了謀取利潤,以各種手法蒙騙消費者,因此在選購時,應注意以下幾點:南通特制人造板貨源充足
無錫愷屹塬建筑材料有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的建筑、建材中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來 愷屹塬供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 江陰附近建筑裝飾材料廠家供應 2025-04-21
- 無錫附近建筑防水卷銷售 2025-04-21
- 徐州國產人造板銷售 2025-04-21
- 江陰品牌建筑裝飾材料銷售 2025-04-21
- 蘇州特制建筑裝飾材料銷售 2025-04-21
- 江陰質量建筑裝飾材料廠家供應 2025-04-21
- 宜興常見人造板銷售 2025-04-21
- 惠山區本地人造板工廠直銷 2025-04-21
- 南京國產人造板廠家現貨 2025-04-21
- 南通特制人造板貨源充足 2025-04-21
- 東莞16英式槽鋼重能力怎么樣 2025-04-21
- 河南質量彩鋼瓦二手價格 2025-04-21
- 南通挑選辦公樓裝修綠色化 2025-04-21
- 貴州電氣安裝服務包括哪些 2025-04-21
- 青浦區特色鋼背膠現貨 2025-04-21
- 遼寧現代建設工程施工近期價格 2025-04-21
- 廣州品牌pvc塑膠地板可以家用嗎 2025-04-21
- 江蘇什么是綠化種植設計標準 2025-04-21
- 農牧業實驗室建設修繕 2025-04-21
- 貴州出口天一JDG管價格 2025-04-21