安徽PET膜PI膜超快激光皮秒飛秒激光加工薄膜切割打孔
皮秒激光在微納光學元件的制造中發揮著關鍵作用。在制作衍射光學元件時,皮秒激光能夠精確地在材料表面刻蝕出微小的衍射結構,這些結構的尺寸和形狀精度直接影響光學元件的衍射效率和光學性能。通過皮秒激光加工制作的微納衍射光柵,具有高精度的周期性結構,可廣泛應用于光譜分析、光通信等領域,推動了光學技術向微型化、集成化方向發展。飛秒激光在制造超小型衛星的零部件方面具有獨特優勢。超小型衛星對零部件的尺寸、重量和性能要求極為嚴格,飛秒激光的高精度加工能力能夠制造出微小而復雜的結構,滿足超小型衛星的特殊需求。例如,利用飛秒激光加工制作衛星上的微傳感器、微執行器等關鍵部件,有助于提高衛星的性能和可靠性,同時降低衛星的重量和制造成本,促進衛星技術的發展和應用。H62黃銅板雕刻板 進口銅板 環保鎖板 飛秒皮秒微秒激光加工。安徽PET膜PI膜超快激光皮秒飛秒激光加工薄膜切割打孔
超快激光皮秒飛秒激光加工
在電路板制造過程中,激光開槽微槽技術具有***優勢。隨著電子產品向小型化、高性能化發展,電路板的布線密度不斷提高,對微槽加工的精度和效率要求也越來越高。激光開槽能夠在電路板的絕緣層和金屬層上精確開出寬度*為幾微米到幾十微米的微槽,用于布線、隔離和散熱等。例如在多層電路板的制作中,利用激光開槽在各層之間形成精確的導通孔連接微槽,確保信號傳輸的穩定性和可靠性。激光開槽過程是非接觸式的,避免了傳統機械加工可能產生的碎屑和對電路板的損傷,同時加工速度快、精度高,能夠滿足大規模電路板生產的需求,提高了電路板制造的質量和效率 。鎮江音膜 振膜 超快激光皮秒飛秒激光加工切膜打孔超薄金屬飛秒皮秒微細加工 激光打孔 開槽狹縫切割。
皮秒飛秒激光切割薄膜是一種先進的加工技術,具有高精度、高速度、低損傷等優點,以下是其相關介紹:原理皮秒激光:皮秒激光的脈沖寬度在皮秒量級(1 皮秒 = 10?12 秒)。它通過瞬間釋放高能量,形成極高峰值功率,作用于薄膜材料。這種高能量密度能夠使薄膜材料在極短時間內吸收能量,發生電離和等離子體化,進而實現材料的去除和切割。由于作用時間極短,熱量來不及擴散到周圍區域,因此能有效減少熱影響區和熱損傷。飛秒激光:飛秒激光的脈沖寬度更短,達到飛秒量級(1 飛秒 = 10?1?秒)。其切割原理與皮秒激光類似,但飛秒激光的峰值功率更高,對材料的作用更為精確。它能夠在薄膜材料中產生非線性光學效應,如多光子吸收等,使得只有在激光焦點處的材料才會被電離和去除,從而實現更高的切割精度和更小的熱影響區域。
微光學元件在光通信、光學成像等領域發揮著重要作用,飛秒激光開槽微槽技術為微光學元件制造開辟了新的途徑。利用飛秒激光能夠在光學材料上精確制作微槽結構,這些微槽可以作為光波導、光柵等微光學元件的關鍵組成部分。例如在制作集成光學芯片中的光波導微槽時,飛秒激光能夠精確控制微槽的寬度、深度和形狀,保證光波在其中的低損耗傳輸。飛秒激光開槽微槽技術具有高精度、高分辨率的特點,能夠實現微光學元件的小型化、集成化制造,滿足光通信系統對高性能、緊湊型微光學元件的需求,在未來光電子技術發展中具有廣闊的應用前景 。入射狹縫片科研用掩膜版金屬光柵片開槽超薄狹縫激光切割打盲孔。
應用領域皮秒飛秒激光打孔技術在多個領域具有廣泛的應用,包括但不限于:金屬材料加工超薄金屬切割:適用于銅、鋁、鐵、不銹鋼等金屬材料的超薄切割,保證加工精度。貴金屬加工:在珠寶加工行業中,可用于貴金屬表面的微雕和紋理制作,既保證精細度又不損害材料品質1。非金屬材料加工高分子材料:如PET膜、PI膜等,可進行切割、打孔、劃線等操作,滿足柔性電子設備制造的需求。脆性材料:玻璃和陶瓷等脆性材料能通過皮秒激光加工實現高精度打孔和開槽。碳基材料:石墨烯和碳纖維等碳基材料也可被加工,用于制備電子器件或提高復合材料性能。特殊應用領域精密儀器制造:紫外皮秒激光切割機在加工超薄金屬方面具有明顯優勢,特別是在電子、精密儀器等領域。光學元件制造:可實現高精度的拋光和鍍膜,適用于光學玻璃元件的加工。生物醫學領域:在微納加工領域,可用于制造微型金屬結構,為新材料和新器件的研發開辟新途徑。皮秒飛秒激光加工,超快激光切割,超薄金屬激光切割,皮秒飛秒激光打孔,開槽,減薄,蝕刻加工。鹽城聚酰亞胺薄膜超快激光皮秒飛秒激光加工激光切膜
紫外皮秒飛秒激光切割機 用于FPC/PET/PI/銅箔等各薄膜材料.安徽PET膜PI膜超快激光皮秒飛秒激光加工薄膜切割打孔
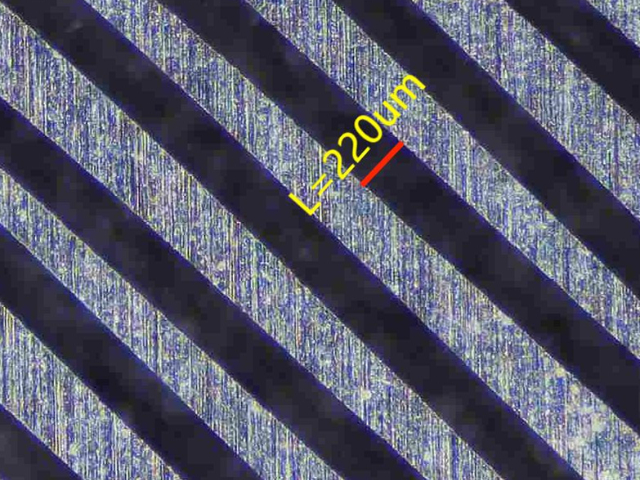
飛秒激光在切割薄膜時能體現出較高的精度。例如,在加工碳納米管薄膜微孔時,分析了激光參數對材料加工結果的影響規律。結果表明,波長為515nm的飛秒激光更適合用于碳納米管薄膜的切割,在推薦的工藝參數下可獲得良好的切割質量3。在對Tedlar復合材料-鋁薄膜(厚度為2μm)進行表面飛秒激光刻蝕時,當激光輸出功率為4.0W、光斑直徑為40μm和掃描速率為500mm/s的工藝條件下,鋁膜圖形激光刻蝕后尺寸精度及相對位置精度均優于10μm,滿足技術要求。并且研究發現,單位時間內極多數量飛秒激光脈沖的積累作用,使得鋁膜表面的作用區域溫度在極短時間內快速升高并超過鋁的熔點和氣化溫度,表面鋁膜**終被刻蝕去除。但當激光功率增大到5.5W時,界面處溫度達到了513.19K,超過了基底Tedlar材料的最高使用溫度,并在基底材料表面燒蝕產生點坑;當掃描速度從350mm/s增大至600mm/s時,出現的間斷點尺寸從1.2μm增大到2.7μm,造成激光刻蝕加工尺寸誤差高于10μm11。安徽PET膜PI膜超快激光皮秒飛秒激光加工薄膜切割打孔
- 常州金屬薄膜超快激光皮秒飛秒激光加工激光開槽微槽 2025-04-24
- 太倉高分子材料激光打標精細激光打標鐳雕雕刻曲面打標鐳雕 2025-04-24
- 太倉國內紫外皮秒激光切割機激光精細打孔 2025-04-24
- 姑蘇區紫外納秒精細打標精細激光打標鐳雕雕刻激光打字 2025-04-24
- 揚州3D激光浮雕深雕精細激光打標鐳雕雕刻激光深雕模具雕刻 2025-04-24
- 南京綠光激光玻璃打標精細激光打標鐳雕雕刻激光打字 2025-04-24
- 虎丘區紫外皮秒精細文字雕刻打標精細激光打標鐳雕雕刻激光雕刻 2025-04-24
- 安徽PET膜PI膜超快激光皮秒飛秒激光加工薄膜切割打孔 2025-04-24
- 蘇州1米長度激光刻度精細激光打標鐳雕雕刻激光打標機 2025-04-24
- 紹興MOPA激光二維碼打黑精細激光打標鐳雕雕刻激光打孔 2025-04-24
- 江蘇SSD開卡治具 2025-04-24
- 上海帶式上料機報價 2025-04-24
- 浙江一體化小型光纖切割機質量 2025-04-24
- 安徽球鐵鑄鐵件批發 2025-04-24
- 煙臺智能倉儲穿梭式貨架多少錢 2025-04-24
- 佛山魚鰾AI視覺定位uv打印機廠家 2025-04-24
- 新疆內肋管承插口價格 2025-04-24
- 遼寧電子輔料貼合系統廠家供應 2025-04-24
- 北京點焊機工件打樣 2025-04-24
- 濟南氧化釩氣力輸送價格 2025-04-24